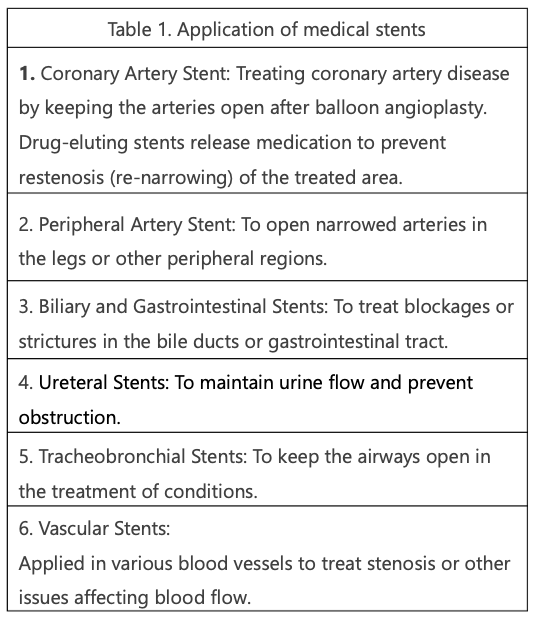
A stent is a specialized medical device designed to provide structural support and maintain the patency of various vessels and tubular structures within the human body. Widely utilized in the medical field, stents play a crucial role in the intervention and management of conditions characterized by narrowing or obstruction of arteries, veins, and other bodily passageways. Table 1 outlines essential aspects related to the application of stents, encompassing key considerations in their development and impact on patient care.
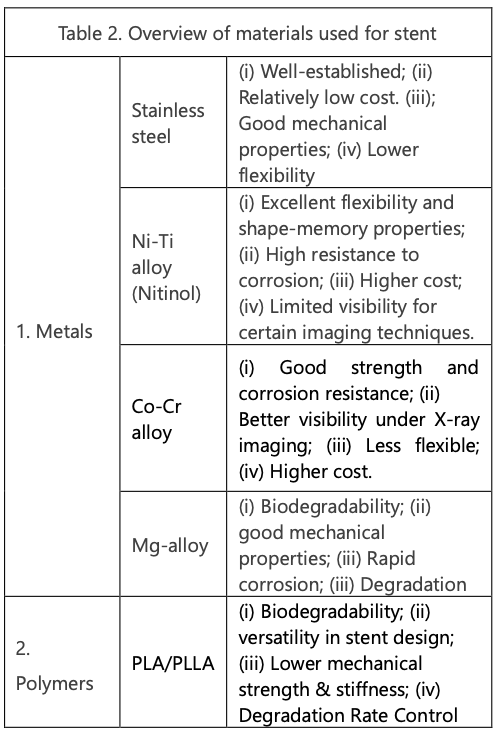
Two primary categories of medical-grade materials are frequently employed as base materials for stent devices. The first category comprises medical-grade metals which are prevalent, while the second involves medical-grade biodegradable polymers which are in special application only. Table 2 provides a comprehensive overview of major materials used in stent fabrication, including their advantages.
In contrast to conventional tubing cutting methods, which typically involve removing only a small fraction of the base material, laser stent cutting is a specialized process that necessitates the removal of over 80% of the base material to form a designed network. As such, stent cutting is recognized as a distinctive and specialized technique in the field of tubing fabrication.
After decades of advancements in laser cutting technology, the laser cutting of stents has evolved into the industry-standard process. Initially, nanosecond infrared (ns-IR) fiber laser cutting dominated the scene due to its cost-effectiveness and excellent reliability. However, fiber laser processing has a significant molten material, necessitating a complex post-cleaning procedure.
The emergence of cost-effective femtosecond (fs) lasers at an industrial level has sparked a revolution in stent cutting, particularly with introduction of “cold processing.” This innovation enables the efficient processing of stents, especially those made from low-melting materials such as magnesium or polymers. Figure 1 illustrates the direct cutting of PLA using a fs-IR laser, followed by a simplified cleaning procedure.
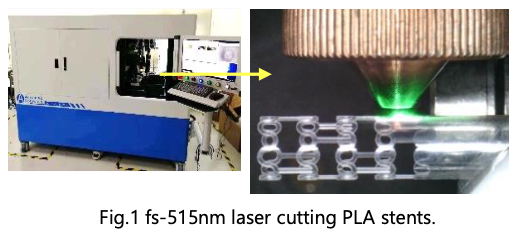
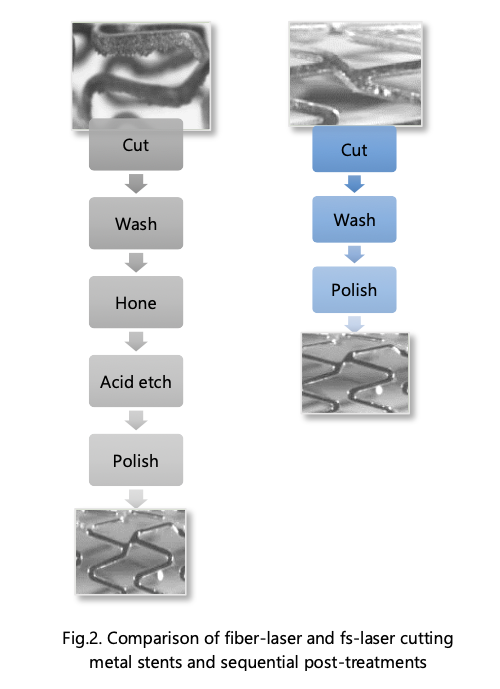
Figure 2 depicts a process comparison between stent cutting utilizing a fiber laser and fs-laser, respectively.
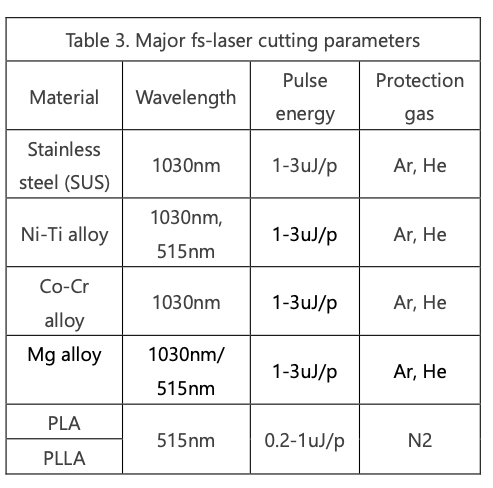
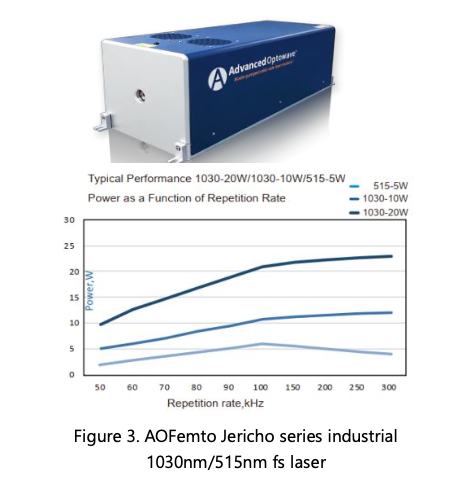
The tubing cutting parameters for fs Laser are subject to variation depending on the material type, tube wall thickness, and specific cutting features. Table 3 provides a summary of the parameters applicable to tubing with a wall thickness ranging from 0.1mm to 0.3mm. These parameters were formulated by Advanced Optowave Apps Lab, utilizing Advanced Optowave’s fs-1030nm/515nm Dura-wavelength laser, as depicted in Figure 3.
With nearly a decade of dedicated collection efforts, Advanced Optowave has successfully developed an fs-laser stent cutting technology that is widely recognized in the industry.
Having served numerous clients in the medical device industry, this article aims to showcase actual examples of stent cutting. Through these illustrations, readers can gain insights into Advanced Optowave’s stent cutting capabilities and the quality of their work. Below are a few examples and applications of laser cut stents.
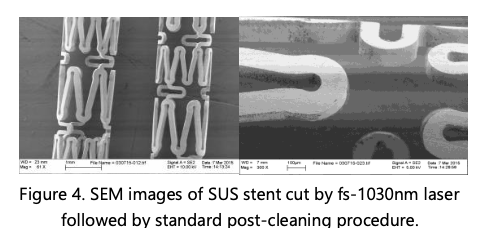
1 Stainless-steel stent (SUS). SUS stands out as one of the most popular and well-established medical-grade metals employed in stent fabrication. Its exceptional material uniformity, cost-effectiveness, and tubing quality contribute to its widespread use. In Figure 4, scanning electron microscope (SEM) images depict a section of a SUS stent cut using Advanced Optowave’s fs-IR laser technology, followed by a wet-cleaning process in an ultrasonic bath. It’s important to note that the stent features presented in the images are self-designed for demonstrative purposes.
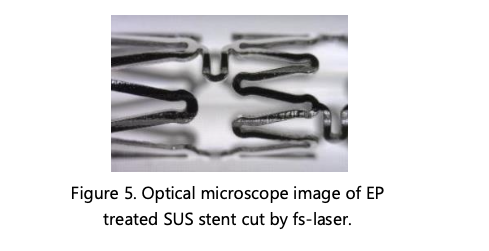
Although the fs-laser cut feature seemingly presents no observable damage, electron polishing (EP) is employed to remove a surface layer in a range of a few um or less. This process ensures the elimination of any hidden damage that may not be apparent (in Figure 5).
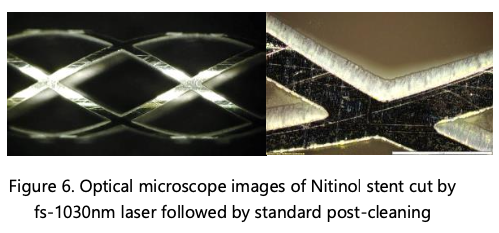
2 Ni-Ti alloy (Nitinol). Ni-Ti alloy stands out due to its superior flexibility, corrosion resistance, and remarkable shape memory properties. These unique characteristics make Nitinol stents particularly valuable in medical applications involving small and tortuous vessels, where their ability to flex and conform is crucial. Figure 6 showcases optical microscope images of the stent, precisely cut using the Advanced Optowave fs-1030nm laser. The images highlight a clean-cut edge and surface, underlining the precision and quality achieved through this cutting method.
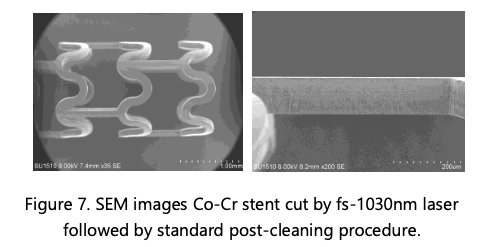
3 Co-Cr alloy. The Co-Cr alloy stent stands out due to its exceptional properties, including remarkable biocompatibility, high strength, and notably, enhanced visibility during X-ray imaging. Nevertheless, achieving a superior-quality Co-Cr alloy stent requires a more intricate processing approach. In Figure 7, SEM images depict a Co-Cr stent section cut using a fs-1030nm laser following a standard wet-cleaning procedure in an ultrasonic bath. Subtle deposits are noticeable on the cut surface, necessitating the application of electropolishing (EP) for thorough cleanup.
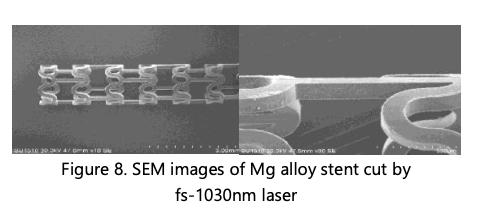
4 Mg alloy stent. The Mg alloy stent is a particular interest because of its potential to degrade over time, addressing the issue of long-term foreign material presence in the body. However, it is currently in the development phase and undergoing clinical trials, primarily due to safety concerns.
Unlike other metals, the use of fs-Laser is imperative to prevent the burning of Mg, given its highly flammable nature. Figure 8 displays SEM images illustrating a section of a Mg alloy stent cut using a fs-1030nm laser without post-treatment. The images showcase exceptional quality, notably featuring a clean-cut surface.
5 PLA stent. One of the key advantages of PLA stent lies in their biodegradability, where the material gradually dissolves over time, eliminating the necessity for a permanent implant. Consequently, PLA stents are designed to offer temporary support to the blood vessel during the initial healing phase following a stent procedure. As the stent degrades, the vessel can naturally regain its functionality. However, it’s important to note that PLA stents are still in the research and development phase. Challenges include the precise control of the degradation rate, maintaining mechanical strength, and minimizing potential adverse effects.
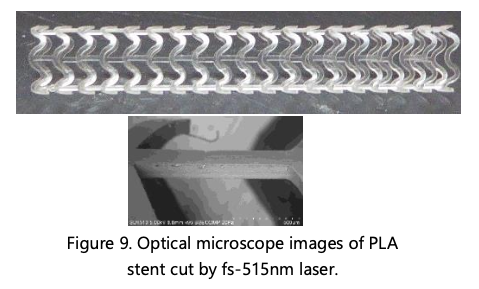
Figure 9 presents an optical microscope image at low magnification and SEM image at high magnification, providing a detailed view of a section of a PLA stent cut with a fs-515nm laser without post-treatment. The images clearly demonstrate a precise and clean cut, with no discernible signs of melting.
After a decade of collaborative endeavors, Advanced Optowave has successfully engineered an advanced industrialized solution for laser cut stent fabrication, catering to the needs of medical device customers. This comprehensive solution spans laser manufacturing, process development, system manufacturing, and contract manufacturing. Advanced Optowave’s successful approach signifies a significant milestone in the field, providing a streamlined and efficient process for the production of high-quality laser cut stents to meet the demands of the medical industry.